

铝合金门窗制作与安装标准及工艺要求(2)
2.2.7包装及运输:
a、半成品经检验合格后,清理干净,加盖产品合格证印章后,即可进行包装,与墙体结构部位连接的外框使用塑料胶粘带包裹,窗框拼缝部位使用塑料包装带缠绕,窗框的四角应使用瓦楞纸衬垫后再包裹,包装质量应符合包装贮存、标志GB191规定。
b、包装完毕后,应按照工程、规格、数量的不同进行分别堆放,并用软质材料垫衬,防止型材表面擦伤;
c、运输时,装车紧凑、合理、捆绑牢固,避免成品框与车体直接接触,货箱底部应垫置木方。产品搬放时应轻搬轻放,保证材料运输过程的安全。
d、合理安排运输次数:
为确保施工现场安装进度,并考虑现场场地的限制,所以不能在现场堆放较多材料,以免影响本单位和其他单位施工。
2.3工序质量控制
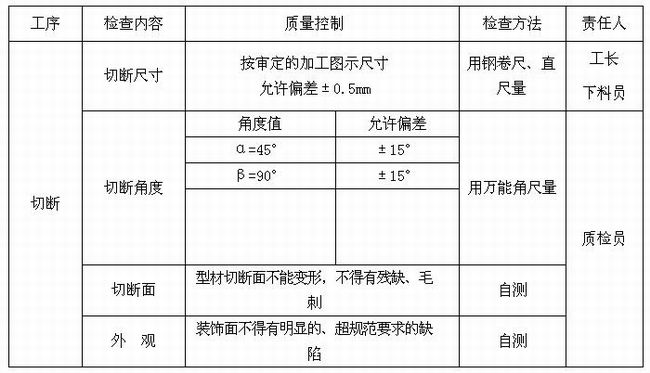
2.3.1切断(下料)工序
切断质量控制 表2.3.1
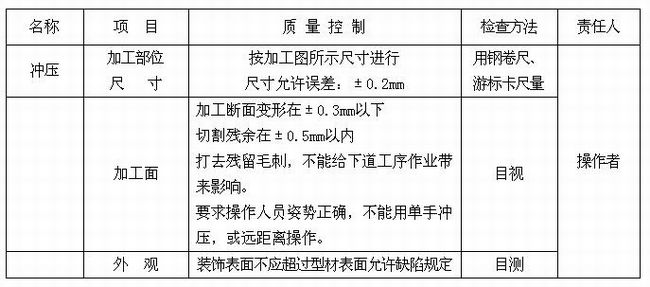
2.3.2冲压工序
冲压质量控制 表2.3.2
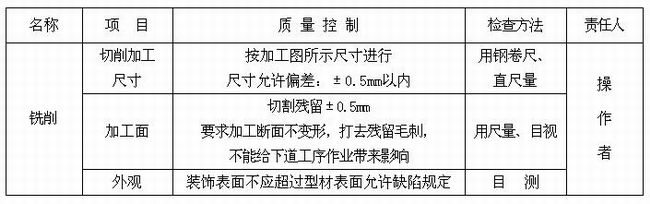
2.3.3铣削工序
铣削质量控制 表2.3.3
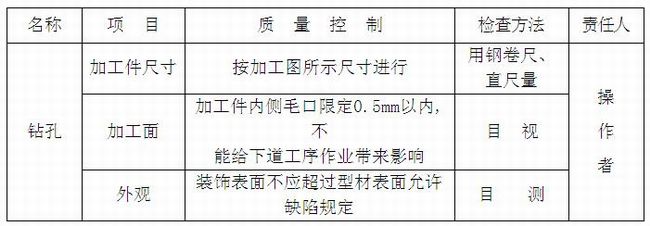
2.3.4 钻孔工序
钻孔质量控制 表2.3.4
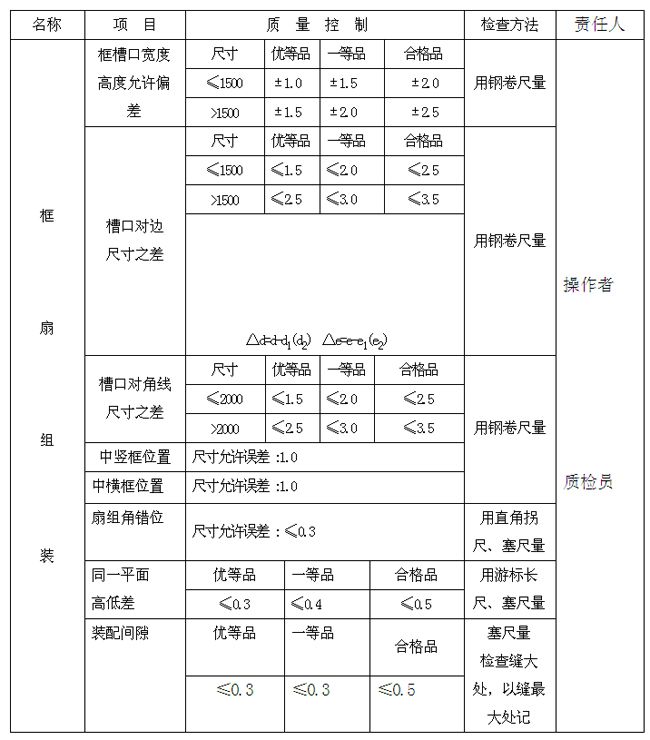
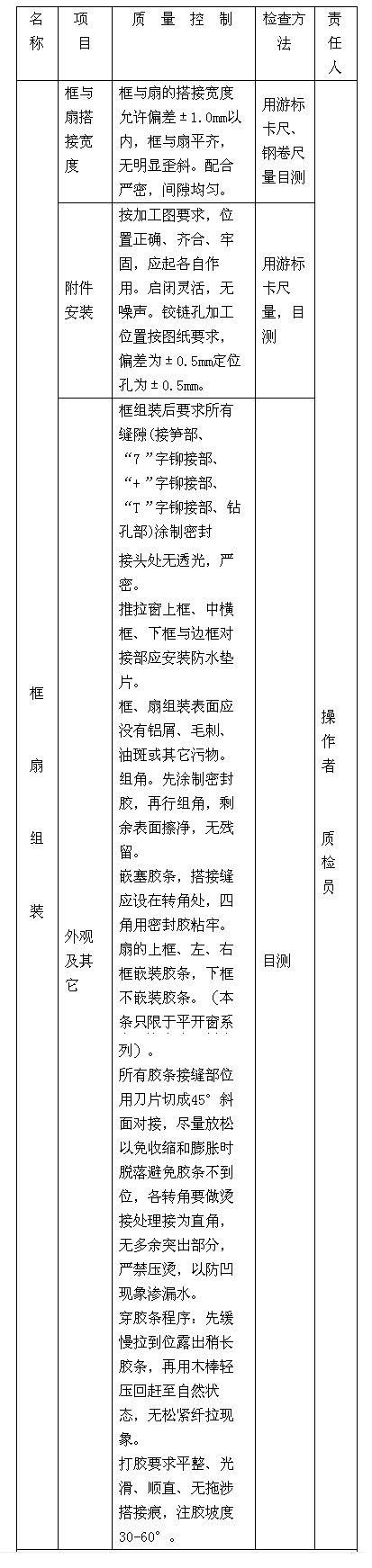
2.3.5 半成品组装工序
铣削质量控制 表2.3.5
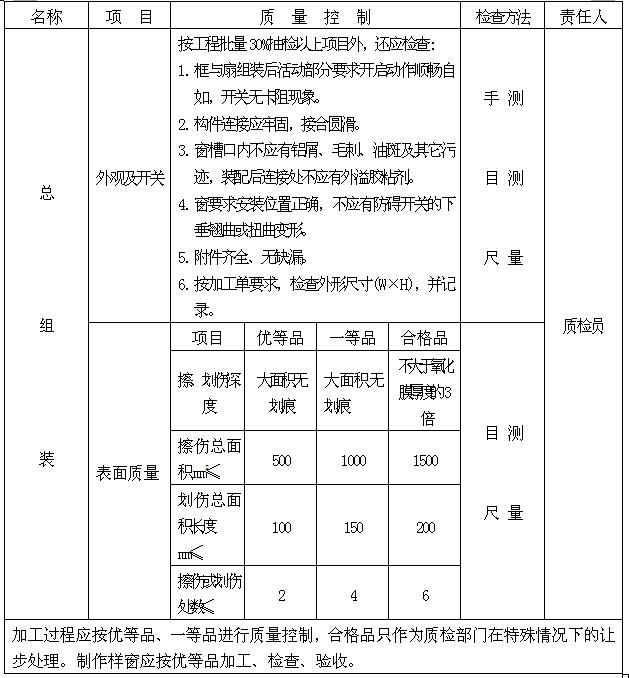
2.3.6 总组装工序
总组装质量控制 表2.3.6
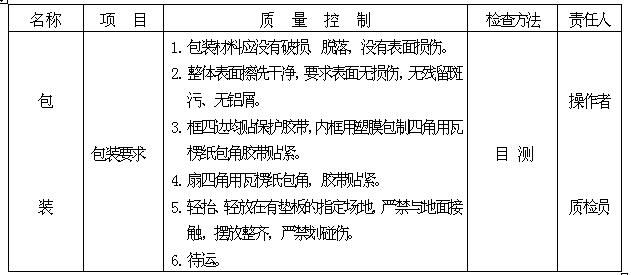
2.3.7 包装工序
包装质量控制 表2.3.7
后续文章请见《铝合金门窗制作与安装标准及工艺要求(3)》。


 手机二维码
手机二维码
 微信二维码
微信二维码
